බුල්ඩෝසර්, කැනීම් යන්ත්ර, ලෝඩර්, දුම්රිය මගී මෝටර් රථ සහ අනෙකුත් ඉදිකිරීම් යන්ත්රෝපකරණ සහ දුම්රිය එන්ජින් වැනි ආතති කොටස් ලෙස මධ්යම හා ඝන තහඩු විවිධ ක්ෂේත්රවල බහුලව භාවිතා වේ. මධ්යම සහ බර තහඩු සාමාන්යයෙන් 4.5 ත් 25 ත් අතර ඝණකම සහිත ලෝහ තහඩු වලට යොමු වේ. මධ්යම සහ බර තහඩු සෑදීමේ ක්රමවලට ප්රධාන වශයෙන් ඇතුළත් වන්නේ: මුද්රණ තිරිංග නැමීම, රෝලිං මැෂින් සෑදීම සහ මුද්රණ ටෝලින් සෑදීම. නැමීම (නැමීම) යනු මධ්යම හා ඝන තහඩු සඳහා බහුලව භාවිතා වන සහ බහුල නිෂ්පාදන පෙළ සැකසීමේ ක්රමයකි.
තහඩු නැමීමේ දුෂ්කරතා වන්නේ දිගු වැඩ කොටස්, ඉහළ පීඩනය, දුෂ්කර සෑදීම, අඩු කාර්යක්ෂමතාව සහ නිරවද්යතාව පාලනය කිරීමට අපහසු වීමයි. නැමීමේ අවසාන ප්රති result ලය ද්රව්ය පරාමිතීන්, ක්රියාවලි පරාමිතීන් සහ අච්චු පරාමිතීන් පිළිබඳ පුළුල් පරාවර්තනයකි. මෙම පරාමිතීන්ගේ සාධාරණ සැලසුම මධ්යම සහ ඝන තහඩු වල නැමීමේ කාර්ය සාධනය වැඩි දියුණු කිරීම සඳහා යතුරයි.

මුද්රණ තිරිංග ටොන් ප්රමාණය (පීඩන තිරිංග නැමීමේ යන්ත්රය)
මධ්යම හා ඝන තහඩු නැමීම මුහුණ දෙන පළමු ගැටළුව වන්නේ මුද්රණ තිරිංග නැමීමේ යන්ත්රයේ ටොන් ප්රමාණය තෝරා ගැනීම සහ සවිකිරීමේ සහ අච්චුවේ දරණ ධාරිතාව අවශ්යතා සපුරාලන්නේද යන්නයි.
ඉහළ සහ පහළ අච්චු අතර අන්යෝන්ය චලනය ධාවනය කිරීම සඳහා මුද්රණ තිරිංග නැමීමේ යන්ත්රය මගින් F බලය යොදන අතර එමඟින් තහඩුව නැමෙයි. 90° කාබන් වානේ තහඩු නැමීම සඳහා, WILA විසින් තහඩු ආතති භාරයේ ආනුභවික අගය ලබා දෙයි, වගුව 1 හි පෙන්වා ඇත. කාබන් වානේ ඝණකම 20mm වන විට, V=160mm සහිත පහළ ඩයි තෝරාගත හැක. මෙම අවස්ථාවේදී, නැමීමේ යන්ත්රයේ බල බර 150t / m වේ.
F=ඒකක දිගකට බලය (t/m);
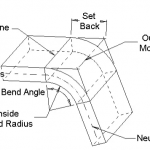
S= ද්රව්ය ඝණකම (මි.මී.);
ri= ඇතුල් කෙළවරේ නැමීමේ අරය (මි.මී.);
V= අඩු ඩයි විවෘත කිරීමේ ප්රමාණය (මි.මී.);
B= කෙටිම ෆ්ලැන්ජ් දාරය (මි.මී.) );
ඇලුමිනියම්: F×50%;
ඇලුමිනියම් මිශ්ර ලෝහය: F × 100%;
මල නොබැඳෙන වානේ: F × 150%;
මුද්දර දැමීම සහ නැමීම: F×(3~5)

බර හයිඩ්රොලික් කලම්ප
WILA බර උසුලන ඉහළ හයිඩ්රොලික් කලම්ප වල බර දරණ ක්රමවලට ඉහළ බර සහ උරහිස් බර ඇතුළත් වන අතර උපරිම බර පිළිවෙලින් 250t/m සහ 800t/m වේ. සවිකෘතයේ බලය දරණ පෘෂ්ඨය CNC ගැඹුරු නිවාදැමීමේ දෘඩතා තාක්ෂණය භාවිතා කරයි. රොක්වෙල් දෘඪතාව 56 ~ 60HRC වන අතර, දැඩි කිරීමේ ගැඹුර 4mm දක්වා වන අතර, ඉහළ දෘඪතාව සහ ශක්තිමත් ඇඳුම් ප්රතිරෝධය ඇත. හයිඩ්රොලික් ක්ලැම්ප් හයිඩ්රොලික් වේගවත් කලම්ප භාවිතා කරන අතර, හයිඩ්රොලික් හෝස් ප්රසාරණය මඟින් ක්ලැම්පින් පින් එකේ චලනය මෙහෙයවන අතර එමඟින් අච්චුව ස්වයංක්රීයව වාඩි වී ඇති අතර නැමීමේ රේඛාව ස්වයංක්රීයව කේන්ද්රගත වේ. සම්පූර්ණ දිග මීටර් 6 ක් සහිත නැමීමේ අච්චුවක් සඳහා, හයිඩ්රොලික් කලම්ප සම්පූර්ණයෙන්ම තද කිරීමට ගත වන්නේ තත්පර 5 ක් පමණ වන අතර, විස්තීරණ භාවිත කාර්යක්ෂමතාව සාමාන්ය අතින් කලම්ප පද්ධතියට වඩා 3~6 ගුණයකින් වැඩිය.

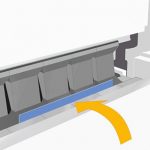
බර යන්ත්රෝපකරණ වන්දි වැඩ බංකුව
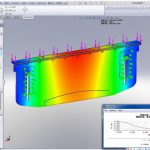
මධ්යම සහ ඝන තහඩු නැමීම සඳහා, බර යාන්ත්රික වන්දි වගුවේ WILA හි නව මට්ටමේ අනුවාදය පහසුවෙන් බර පැටවීමේ අවශ්යතා සපුරාලීම පමණක් නොව, නැමීමේ යන්ත්රයේ අපගමනය සහ විරූපණය සඳහා වන්දි ලබා දේ. යාන්ත්රික වන්දි වැඩ බංකුව හයිඩ්රොලික් කලම්ප භාවිතා කරයි, මතුපිට නිරවද්යතාවය ± 0.01mm දක්වා ළඟා විය හැකිය, රොක්වෙල් දෘඪතාව 56 ~ 60HRC වේ, සහ දැඩි කිරීමේ ගැඹුර 4mm දක්වා වේ. යාන්ත්රික වන්දි වැඩ බංකුව WILA හි විශ්වීය UPB ස්ථාපන අතුරුමුහුණත භාවිතා කරයි, එය ස්ථාපනය කිරීමට පහසු සහ ඉහළ නිරවද්යතාවයක් ඇත. එහිම Tx සහ Ty දිශා ගැලපීම් ද ඇත, එමඟින් වැඩ බංකුව සහ පසුගාමිය ඉදිරිපස සහ පසුපස දිශාවන්හි සමාන්තරව පවතින බව සහතික කළ හැකි අතර දේශීය කෝණික අපගමනය නිවැරදි කිරීම සිදු කළ හැකිය.

අධික වංගු ඩයි/මෙවලම්
තහඩුවේ ඝනකම නිසා සාමාන්යයෙන් මධ්යම හා ඝන තහඩු නැමීම සඳහා සාමාන්යයෙන් තෝරාගනු ලබන්නේ විශාල විවරයක් සහිත පහළ අච්චුව (V24~V300) සහ විශාල දරණ ධාරිතාව සහිත අච්චුවයි. අච්චුවේ සමස්ත මානයන් සාමාන්යයෙන් විශාල වන අතර, අච්චුවේ බර ක්රියාකරුගේ සාමාන්ය හැසිරවීමේ ධාරිතාව ඉක්මවා ඇත. රෝලර් ෙබයාරිං ආධාරයෙන්, WILA හි පේටන්ට් බලපත්රලාභී තාක්ෂණය E2M (චලනය කිරීමට පහසුය) ක්රියාකරුවන්ට බර නැමීමේ අච්චු පහසුවෙන්, ආරක්ෂිතව සහ ඉක්මනින් ගෙනයාමට ඉඩ සලසයි, අච්චු ප්රතිස්ථාපනය සහ යන්ත්ර ගැලපුම් කාලය විශාල ලෙස ඉතිරි කරයි.
විවිධ පිහි හැඩැති නැමීමේ අච්චු සහ පාරිභෝගික අවශ්යතා සපුරාලන පහත් අච්චු විවරයන් සෘජු පිහි, ගූස්නෙක් ස්කිමිටාර්, ෆිලට් අච්චු සහ බහු-වී අච්චු වැනි සැපයිය හැකිය. ප්රධාන කොටස් නිවැරදිව ඇඹරීම හරහා, අච්චුවේ මාන නිරවද්යතාව ± 0.01mm තරම් ඉහළ අගයක් ගනී. CNC ගැඹුරු නිවාදැමීමේ සහ දැඩි කිරීමේ තාක්ෂණය සැකසීම හරහා, අච්චුවේ දෘඪතාව 56 ~ 60HRC වෙත ළඟා විය හැකි අතර, දැඩි වූ ස්ථරයේ ගැඹුර 4mm දක්වා ළඟා විය හැකිය.

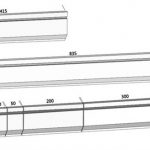
විවිධ තහඩු ඝණකම සහිත මධ්යම සහ ඝන තහඩු නැමීම සඳහා, WILA විසින් බහු-V අච්චු ද සපයයි, ඒවා ආකාර දෙකකින් ලබා ගත හැකිය: ස්වයංක්රීය වෙනස් කළ හැකි V port සහ අතින් වෙනස් කළ හැකි V port, රූපය 6 හි පෙන්වා ඇති පරිදි. සංඛ්යාත්මක පාලන මෝටරය හරහා හෝ ගැලපුම් බ්ලොක් එක, පහළ අච්චුවේ V විවෘත කිරීමේ ප්රමාණය තහඩුවේ ලක්ෂණ අනුව අත්තනෝමතික ලෙස සකස් කළ හැකිය, එය ඉහළ ප්රතිචක්රීකරණයක් සහ ඉහළ ශක්තියක් සහිත මධ්යම හා ඝන තහඩු නැමීමට විශේෂයෙන් සුදුසු වේ. ඒ අතරම, Multi-V අච්චුව අඩු ඝර්ෂණ සංගුණකයක් සහිත දෘඩ රෝලර් සමඟ එන අතර එමඟින් නැමීමේ කොටස්වල බාහිර රැළි විශාල ලෙස අඩු කළ හැකි අතර ඒ සමඟම එයට සාපේක්ෂව නැමීම 10% ~ 30% කින් අඩු කළ හැකිය. සාම්ප්රදායික පහළ අච්චුව.

ආශ්රිත නිෂ්පාදන
 හයිඩ්රොලික් ප්රෙස් බ්රේක් යන්ත්රයේ ටොන් එක තෝරා ගන්නේ කෙසේද?
හයිඩ්රොලික් ප්රෙස් බ්රේක් යන්ත්රයේ ටොන් එක තෝරා ගන්නේ කෙසේද?- CNC නැමීමේ යන්ත්රයේ කුසලතා භාවිතා කරන්න
- CNC මුද්රණ තිරිංග නැමීමේ යන්ත්රයේ ක්රියාකාරී මූලධර්මය සහ සංයුතිය
- මුද්රණ තිරිංග නැමීමේ යන්ත්රයේ සුදුසු ඩයි තෝරා ගන්නේ කෙසේද
- නැමීමේ යන්ත්ර අච්චුවේ සාම්ප්රදායික නැමීමේ අනුපිළිවෙල සහ දෛනික භාවිත පිරිවිතර
- මුද්රණ තිරිංග නැමීමේ යන්ත්රයකට වන්දි පද්ධතියක් එක් කරන්නේ ඇයි?
- ඔබේ මුද්රණ තිරිංග සඳහා නැමීමේ දීමනාව ගණනය කරන්නේ කෙසේද?
- China Press Brake Bending Machine Mould
- Press Brake Dies සෑදී ඇත්තේ කුමක් ද? Press Brake Tooling යනු කුමක්ද?
- Press Brake Machine වාසි සහ අවාසි