CNC හයිඩ්රොලික් ප්රෙස් බ්රේක් යන්ත්රයේ වාසිය

1. පහසු මෙහෙයුම
CNC මුද්රණ තිරිංග ක්රියාත්මක කිරීමට ඉතා පහසු වන අතර එය අඩු ශ්රම ශක්තියක් සහිත යන්ත්රයකි. එබැවින් ක්රියාකරුට වරකට බොහෝ යන්ත්ර හැසිරවිය හැක. මෙම යන්ත්ර ක්රියාකරුගේ ස්පර්ශය, දැනීම සහ ශබ්දය හරහා සරලව ක්රියාත්මක කළ හැක. මීට අමතරව, ඒවා ඉතා පරිශීලක හිතකාමී වන අතර ඉතා බලවත් පාලන පද්ධතියක් ඇත.
2. නම්යශීලී වැඩසටහන්කරණය
CNC මුද්රණ තිරිංගයේ නම්යශීලී ක්රමලේඛනය මඟින් යන්ත්රය සරල ඉංග්රීසි හෝ වෙනත් සුදුසු භාෂාවකින් පාලනය කිරීමට ක්රියාකරුට හැකියාව ලැබේ.

සිදු කළ හැකි විවිධ ආකාරයේ මෙහෙයුම් මෙනුවේ විකල්ප ලෙස ද තිබේ. අවශ්ය මෙහෙයුම තෝරාගත් පසු, චක්ර කාලය, ද්රව්ය, පීඩන සහ නිෂ්පාදන ක්රියාවලියට අදාළ අනෙකුත් මූලද්රව්ය සම්බන්ධයෙන් තිරය මත තවත් ප්රශ්න ලැයිස්තුවක් දිස්වේ. ක්රියාකරු යන්ත්රයට පිළිතුරු ඇතුළත් කළ පසු, අදාළ කාර්යය ආරම්භ කිරීමට පෙර තහවුරු කිරීම සඳහා අගයන් තිරය මත දර්ශනය වේ.
3. නවීන නිර්මාණය
CNC මුද්රණ තිරිංගය නවීන මෝස්තරයක් ඇතුළත් කර ඇති අතර එමඟින් ක්රියාකරුට නැමීමේ අනුපිළිවෙල පහසුවෙන් සැකසීමට හැකි වේ. අවශ්ය භාණ්ඩය ඉක්මනින් නිෂ්පාදනය කිරීමට එය ක්රියාකරුට සහාය වේ. එපමණක් නොව, නිශ්චිත වංගුවක් නිර්මාණය කිරීම සඳහා ක්රියාකරුට අවශ්ය පීඩන ප්රමාණය තක්සේරු කිරීමට තවදුරටත් සිදු නොවේ. ෆ්ලැන්ජ් දිග, ද්රව්ය වර්ගය, ඝණකම ප්රමාණය සහ නැමීමේ ප්රමාණය වැනි අනෙකුත් සාධක පවා CNC පාලන ඒකකයට කෙලින්ම ඇතුල් කළ හැක. නිෂ්පාදනය කිරීමට නියමිත කොටස 2D හෝ 3D නිමි අනුවාදයෙන් ද නැරඹිය හැකිය. මීට අමතරව, පළමු කොටස යන්ත්රයේ හෝ නොබැඳි පරිගණකයක් හරහා වැඩසටහන්ගත කිරීමෙන් පසුව, අඩු දක්ෂ ක්රියාකරුවෙකුට පසුව කොටස් පහසුවෙන් නිෂ්පාදනය කළ හැකිය.

4. දෙපස "C" තහඩු මත රේඛීය පරිමාණයන් දෙකක් ස්ථාපනය කර ඇත.
වැඩ කිරීමේදී අපගමනය කිරීමේ බලපෑම ඉවත් කිරීම සඳහා අපි එය වැඩ මේසය මත සවි කරමු. රේඛීය පරිමාණය ram (Y1, Y2) හි අවසාන ස්ථාන දෙකම පරීක්ෂා කර සංඥා යවයි. CNC ඇම්ප්ලිෆයර් මගින් විස්තාරණය කිරීමෙන් පසුව, සංඥාව පරිගණකය වෙත නැවත ලබා දෙනු ඇත. එවිට පරිගණකය සිලින්ඩරවලට ඇතුළු වීමට නියමිත තෙල් පරිමාව පාලනය කරයි. එබැවින් රැම් සහ වැඩ මේසයේ සමාන්තරකරණය ± 0.01mm යටතේ පාලනය කළ හැකිය.
5. බහුකාර්යතාව: ඉලෙක්ට්රොනික චැසි/වරහන් වැනි සංකීර්ණ කොටස් ඇතුළුව ඕනෑම ඝනකමක් සහ ද්රව්ය වර්ගයක් (තිරිංග භෞතික සීමාවන් තුළ) නැමෙන්න.
6. DELEM පද්ධතියට ස්වයංක්රීය පරීක්ෂණ සහ ස්වයං-රෝග විනිශ්චය කාර්යයන් ඇත. එසේම, ක්රමලේඛනයට නැමීමට තහඩු ප්රමාණයන්, වැඩ කොටසෙහි මානයන් සහ මෙවලම් තෝරා ගැනීම ඇතුළත් වේ. එවිට CNC පද්ධතියට පසු මාපකයේ සහ රැම් එකේ නැමීමේ බලය සහ පිහිටීම ස්වයංක්රීයව ගණනය කළ හැකිය. තවද, ram penetrateing සහ pressing time relay ගණනය කළ හැක. විශිෂ්ට තත්ත්වයේ විද්යුත් හයිඩ්රොලික් සමානුපාතික කපාටයක් මඟින් සිලින්ඩර දෙකෙහිම සමමුහුර්තකරණය මෙන්ම විකේන්ද්රීය බර සමඟ කටයුතු කිරීමට හොඳ ධාරිතාවක් සහතික කළ හැකිය.

7. පසුපස මාපකය රෝලිං බෝල ඉස්කුරුප්පු සහ රෝලිං මාර්ගෝපදේශ ක්රමය භාවිතා කරයි, එබැවින් X අක්ෂයේ පුනරාවර්තන ස්ථානගත කිරීමේ නිරවද්යතාවය ± 0.1mm දක්වා ළඟා විය හැකිය. සම්පූර්ණ යන්ත්රය ආරක්ෂක මුරකරු සහ ඉන්ටර්ලොකර් සමඟ ක්රියාකරු තුවාල වලින් ආරක්ෂා කරයි.
8. සිලින්ඩර්, පිස්ටන් සැරයටිය, මාර්ගෝපදේශක මාර්ගය වැනි ප්රධාන ස්ලයිඩින් කොටස් සියල්ලම ඇඳුම්-ප්රතිරෝධක ප්රතිකාර සමඟ ඇත.
9. CNC පද්ධතිය මගින් CNC හයිඩ්රොලික් ප්රෙස් බ්රේක් මැෂින් රැම් සහ පසුපස මානයන් සියල්ල හොඳ නිරවද්යතාවයකින් පාලනය කරයි.
CNC හයිඩ්රොලික් ප්රෙස් බ්රේක් යන්ත්රයේ අවාසිය
1. ද්රව්ය හැසිරවීම: විශාල පත්රිකා ද්රව්ය හැසිරවීමේ අපහසුතාව
2. මෙවලම්: පහළ සහ ඉහළ මෙවලම් අවශ්ය වේ
3. ෆ්ලැන්ජ් ප්රමාණය සීමා කරමින් සම්පූර්ණ නැමීමේ ක්රියාවලියේදී ෆ්ලැන්ජ් දිග ඩයි හරහා විහිදිය යුතුය
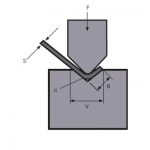
4. ස්ප්රිං බැක්: නැමීම අවසානයේ, ප්රත්යාස්ථ විරූපණය ප්රකෘතිමත් වීම හේතුවෙන් ස්ප්රිං බැක් සිදුවේ, රූප සටහන 1. ප්රතිබද්ධ සංසිද්ධිය වැඩ කොටසෙහි මාන නිරවද්යතාවයට සෘජුවම බලපාන අතර එය පාලනය කළ යුතුය. මේ සම්බන්ධයෙන් ගෙන ඇති ක්රියාවලි ක්රියාමාර්ග නම්: ① කෝණ වන්දි ක්රමය. 90 ° ක වැඩ ෙකොටස් නැවීම කෝණය නම්, තව් (V-හැඩැති) විවෘත කෝණය යටතේ නැමීමේ යන්ත්රය 78 ° තෝරා ගත හැක.

රූපය 1
නිවැරදි කිරීමේ ක්රමය මගින් පීඩන කාලය වැඩි වේ. තන්තු වල ප්රත්යාවර්ත ප්රවනතාවය ඇති වන පරිදි, පහළ වලේ ෆිලට් එකේ ප්ලාස්ටික් විකෘති වීමේ මට්ටම වැඩි කිරීම සඳහා නැමීමේ යන්ත්රයේ ඉහළ ඩයි, වැඩ කොටස සහ පහළ වල සම්බන්ධතා කාලය දීර්ඝ කිරීම සඳහා නැමීම අවසානයේ පීඩන නිවැරදි කිරීම සිදු කරන්න. ආතති සහ සම්පීඩන කලාපයේ එකිනෙකාට විරුද්ධ වන අතර එමඟින් ආපසු බෝම්බය අඩු කරයි.
ආශ්රිත නිෂ්පාදන
 CNC මුද්රණ තිරිංග නැමීමේ යන්ත්රයේ ක්රියාකාරී මූලධර්මය සහ සංයුතිය
CNC මුද්රණ තිරිංග නැමීමේ යන්ත්රයේ ක්රියාකාරී මූලධර්මය සහ සංයුතිය- WILA නැමීමේ මධ්යම හා ඝන තහඩු සඳහා කාර්යක්ෂම විසඳුම
- හයිඩ්රොලික් ප්රෙස් බ්රේක් යන්ත්රයේ ටොන් එක තෝරා ගන්නේ කෙසේද?
- Top 10 China Power Press Manufacturers
- සුදුසු CNC හයිඩ්රොලික් ප්රෙස් බ්රේක් යන්ත්රය තෝරා ගන්නේ කෙසේද
- CNC තහඩු ලෝහ බෙන්ඩරයේ E21 පද්ධතිය දැන ගැනීමට පියවර 4
- Press Brake Crowning යනු කුමක්ද?
- ගිලෝටීන් ෂියරින් යන්ත්රය ක්රියාත්මක කරන්නේ කෙසේද?
- හයිඩ්රොලික් බල මුද්රණ යන්ත්රය නඩත්තු කිරීම
- හයිඩ්රොලික් බල මුද්රණ යන්ත්රයේ ආරක්ෂිත මෙහෙයුම් රීති