ස්ලයිඩරයේ විරූපණය හේතුවෙන් ඇතිවන අහිතකර බලපෑම් ඉවත් කිරීම සඳහා, ස්ලයිඩරයේ අපගමනය විරූපණයට වන්දි ලබා දීම අවශ්ය වේ. වන්දි ක්රම පහත පරිදි වේ.
1. හයිඩ්රොලික් වන්දි
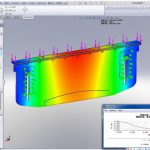
වැඩ බංකුවේ හයිඩ්රොලික් ස්වයංක්රීය අපගමනය වන්දි යාන්ත්රණය පහත වැඩ බංකුවේ ස්ථාපනය කර ඇති තෙල් සිලින්ඩර සමූහයකින් සමන්විත වේ. එක් එක් වන්දි සිලින්ඩරයේ පිහිටීම සහ ප්රමාණය නිර්මාණය කර ඇත්තේ ස්ලයිඩරයේ අපගමනය වන්දි වක්රය සහ වැඩ බංකු පරිමිත මූලද්රව්ය විශ්ලේෂණය අනුව ය.
උදාසීන අනුවාදයේ හයිඩ්රොලික් වන්දි බල්ජ් වන්දිය සාක්ෂාත් කරගනු ලබන්නේ ඉදිරිපස, මැද සහ පසුපස සිරස් තහඩු තුන අතර සාපේක්ෂ විස්ථාපනය මගිනි. මූලධර්මය වන්නේ වානේ තහඩුවේ ප්රත්යාස්ථ විරූපණය හරහා බල්ගේරියාව අවබෝධ කර ගැනීමයි, එබැවින් වැඩ මේසයේ ගැලපුමේ ප්රත්යාස්ථ පරාසය තුළ වන්දි ලබා ගත හැකිය.

2. යාන්ත්රික වන්දි වගු ක්රමය
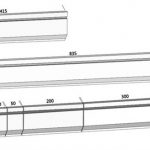
නෙරා ඇති කුඤ්ඤ සෑදී ඇත්තේ ආනත පෘෂ්ඨයන් සහිත නෙරා ඇති ආනත කූඤ්ඤ කට්ටලයකිනි. එක් එක් නෙරා ඇති කුඤ්ඤ නිර්මාණය කර ඇත්තේ පරිමිත මූලද්රව්ය විශ්ලේෂණය මගින් ස්ලයිඩින් බ්ලොක් සහ වැඩ කරන වගුවේ අපගමනය වක්රය අනුව ය.
සංඛ්යාත්මක පාලන පද්ධතිය මඟින් වැඩ කොටස නැමුණු විට බර පැටවීමේ බලයට අනුව අවශ්ය වන්දි මුදල ගණනය කරයි (මෙම බලය ස්ලයිඩරයේ සහ වැඩ මේසයේ සිරස් තහඩුවේ අපගමනය හා විරූපණයට හේතු වනු ඇත), සහ උත්තල කුඤ්ඤයේ සාපේක්ෂ චලනය ස්වයංක්රීයව පාලනය කරයි. එමගින් ස්ලයිඩින් බ්ලොක් එක සහ වැඩ මේසයේ සිරස් තහඩුව මගින් නිපදවන අපගමනය විරූපණයට ඵලදායී ලෙස වන්දි ගෙවිය හැකි අතර, කදිම නැමීමේ වැඩ කොටස ලබා ගත හැකිය.
යාන්ත්රික අපගමනය වන්දි "පූර්ව නෙරා යාමේ" පිහිටීම පාලනය කිරීමෙන් සාක්ෂාත් කර ගන්නා අතර වැඩ මේසයේ දිග දිශාවට කුඤ්ඤ කට්ටලයක් සෑදී ඇත. එකම සත්ය අපගමනය සහිත වක්රය නැමීමේදී ඉහළ සහ පහළ අච්චු අතර පරතරය ස්ථාවර කරයි, දිග දිශාවට නැමීමේ වැඩ කොටසෙහි එකම කෝණය සහතික කරයි.

යාන්ත්රික වන්දි වල වාසි
1) යාන්ත්රික වන්දි මඟින් වැඩ මේසයේ සම්පූර්ණ දිගට වඩා නිවැරදි අපගමනය වන්දි ලබා ගත හැක. යාන්ත්රික අපගමන වන්දිය දිගුකාලීන ස්ථායීතාවයක් ඇත, හයිඩ්රොලික් වන්දි (තෙල් කාන්දු වීම වැනි) නඩත්තු වාර ගණන අඩු කරයි, සහ යන්ත්ර මෙවලමෙහි ආයු කාලය තුළ නඩත්තු-රහිත වේ.
2) යාන්ත්රික අපගමනය වන්දි සඳහා වැඩි වන්දි ලකුණු ඇති බැවින්, CNC තහඩු ලෝහ තිරිංගයට වැඩ කරන අතරතුර වැඩ කොටස නැමීමේදී රේඛීය වන්දි ලබා ගත හැකි අතර වැඩ කොටසෙහි නැමීමේ බලපෑම වැඩි දියුණු කළ හැකිය.
3) යාන්ත්රික වන්දි ආපසු සංඥාවේ පිහිටීම මැනීමට පොටෙන්ටියෝමීටරයක් භාවිතා කරයි. සංඛ්යාත්මක පාලන අක්ෂයක් ලෙස, එය ඩිජිටල් පාලනය අවබෝධ කර ගන්නා අතර වන්දි අගය වඩාත් නිවැරදි කරයි.
ආශ්රිත නිෂ්පාදන
 මුද්රණ තිරිංග නැමීමේ යන්ත්රයකට වන්දි පද්ධතියක් එක් කරන්නේ ඇයි?
මුද්රණ තිරිංග නැමීමේ යන්ත්රයකට වන්දි පද්ධතියක් එක් කරන්නේ ඇයි?- මල නොබැඳෙන වානේ සඳහා හයිඩ්රොලික් මුද්රණ තිරිංග
- සාමාන්ය යාන්ත්රික දෝෂ සහ මුද්රණ තිරිංග නැමීමේ යන්ත්ර නඩත්තු කිරීම
- 100t හතරේ තීරු හයිඩ්රොලික් මුද්රණාලයේ පොදු දෝෂ සහ දෝශ නිරාකරණ ක්රම
- හයිඩ්රොලික් ටැන්ඩම් ප්රෙස් බ්රේක්
- විද්යුත් හයිඩ්රොලික් සමමුහුර්ත VS ව්යවර්ත අක්ෂය සමමුහුර්ත CNC නැමීමේ යන්ත්රය
- DA66T CNC හයිඩ්රොලික් ප්රෙස් බ්රේක් යන්ත්රය
- IPG සංවෘත වර්ගයේ පුවරුව 4KW ෆයිබර් ලේසර් ලෝහ කැපුම් යන්ත්රය
- China Press Brake Bending Machine Mould
- හයිඩ්රොලික් ප්රෙස් බ්රේක් වර්ග කීයක්