අධික බර පැටවීම, චලනය වන කොටස්වල ප්රමාණවත් ලිහිසි කිරීම සහ මුද්රණ තිරිංග නැමීමේ යන්ත්රයේ සංකීර්ණ වැඩ පරිසරය හේතුවෙන් චලනය වන කොටස් ඇඳීමට හෝ වික්රියා කිරීමට ඉතා පහසුය. මෙම ලිපියෙන් පොදු යාන්ත්රික දෝෂ සහ හයිඩ්රොලික් මුද්රණ නැමීමේ යන්ත්ර නඩත්තු කිරීම විශ්ලේෂණය කරනු ඇත:
දෝෂය1. ස්ලයිඩර් වේග වෙනස් කිරීමේ ලක්ෂ්යය සඳහා දිගු විරාම කාලය
1-1. සිලින්ඩරයේ ඉහළ කුහරය වාතය තුළ උරා බොන අතර, දිගු කාලයක් තිස්සේ පීඩනය වැඩිවේ (ස්වයං-ප්රාථමික නල මාර්ගය කාන්දු වීම).
1-2. පිරවුම් කපාටයේ හෝ ස්වයං-ප්රාථමික නල මාර්ගයේ ප්රවාහ අනුපාතය කුඩා වේ, නැතහොත් ස්ලයිඩින් වේගය ඉතා වේගවත් වේ, ඉඳිකටු චූෂණ ඇති කරයි.
1-3. පිරවුම් කපාටය සම්පූර්ණයෙන්ම වසා නොමැති අතර, ඉහළ කුහරයේ පීඩනය මන්දගාමී වේ.
1-4. ස්ලෝ ඩවුන් කපාටය පණ ගැන්වීමෙන් පසු පිරවුම් කපාටය වසා ඉහළ කුහරයට තෙල් උරා ගත නොහැක.
1-5. සමානුපාතික කපාටයේ වැරදි පිහිටීම විවිධ විවරයන් හා සමමුහුර්තකරණයෙන් බැහැර වීමට හේතු වේ.
1-6. පරීක්ෂණය නතර වන්නේ දැයි බැලීමට වේගයෙන් පහළට යන වේගය අඩු කරන්න.
1-7. වේගවත් පහළ පීඩනයේ විශාලත්වය පිරවුම් කපාටය වැසීමට බලපෑමක් ඇති කරයි, සහ වේගවත් පහළ පීඩනය ඉවත් කරනු ලැබේ.
1-8. වැඩ අත්තිකාරම් කිරීමට පෙර ප්රමාද වේදිකාවේ පීඩන පරාමිතීන් සකස් කරන්න.
1-9. පිරවුම් කපාට පාලන රේඛාවේ තෙත් කුහරය ඉතා කුඩා වන අතර එය පීඩන වෙනසක් ඇති කරයි.
1-10. CNC පද්ධති පරාමිතීන් (මන්දගාමී වීමට පෙර ප්රමාදය).
1-11. CNC පද්ධති පරාමිතීන් (ලාභ පරාමිතිය මන්දගාමී වේගයකින් අඩු වේ).
1-12. ඉන්ධන ටැංකියේ තෙල් මට්ටම ඉතා අඩුද, පිරවුම් තොටුපළ ගංවතුරෙන් යට වී නොමැතිද, වේගයෙන් ඉදිරියට යාමේදී සිලින්ඩරයේ ඉහළ කුහරය දියරයෙන් පිරී ඇති අතර, ප්රමාණවත් නොවන පිරවීමක් සිදු කරයිද යන්න පරීක්ෂා කරන්න. ඉහත හේතූන් මත, පිරවුම් කුහරය සම්පූර්ණයෙන්ම ජලයෙන් යට වන පරිදි පිරවුම් වරායට ඉහලින් 5mm ට වඩා ටැංකියෙන් තෙල් එකතු කරන්න.
1-13. පිරවුම් කපාටය සම්පූර්ණයෙන්ම විවෘත වී ඇත්දැයි පරීක්ෂා කරන්න. එය තෙල් දූෂණය වීම නිසා නම්, පිරවුම් කපාටයේ කපාට හරය නම්යශීලී නොවන අතර තදබදයක් ඇති බැවින් ප්රමාණවත් පිරවීමක් සිදු නොවේ. පිරවුම් කපාටය පිරිසිදු කිරීම සහ ස්පූල් නම්යශීලී කිරීම සඳහා එය නැවත ස්ථාපනය කිරීම අවශ්ය වේ.
1-14. ප්රමාණවත් නොවන පිරවුමක් ඇති කරමින් වේගවත් ඉදිරි වේගය ඉතා වේගවත් දැයි පරීක්ෂා කරන්න. ඉහත හේතූන් නිසා, පද්ධති පරාමිතීන් වෙනස් කිරීමෙන් වේගවත් ඉදිරි වේගය අඩු කළ හැකිය.

දෝෂය2. ස්ලයිඩරය වැඩ කරන විට, පහළට දිශාව සිරස් සහ අසාමාන්ය ඝෝෂාවක් නොවේ.
මෙම ආකාරයේ අසාර්ථක වීමට හේතු වී ඇත්තේ මාර්ගෝපදේශක දුම්රිය දිගු කාලයක් භාවිතා කිරීම, මාර්ගෝපදේශක දුම්රියේ අසාමාන්ය ලිහිසි කිරීම සහ ඇඳීම හේතුවෙන් නිෂ්කාශනය වැඩි වීමයි. මාර්ගෝපදේශ රේල් පීලි පීඩන තහඩුවේ ඇඳුම් උපාධිය පරීක්ෂා කර අවශ්ය නිෂ්කාශනය සපුරාලීම සඳහා එය නැවත සකස් කිරීම අවශ්ය වේ. ඇඳීමේ මට්ටම අනුව මාර්ගෝපදේශ රේල් පීලි තහඩුව ප්රතිස්ථාපනය කළ යුතුද යන්න තීරණය කරන්න. ආතතිය දරුණු නම්, එය ප්රතිස්ථාපනය කිරීම අවශ්ය වේ.
2.1 මුල් පීඩන තහඩුව ප්ලාස්ටික් සමඟ අලවා ඇත. ඇලවූ ප්ලාස්ටික් වල දෘඪතාව සහ මාර්ගෝපදේශක රේල් පීලි ඇලවීමේ මතුපිටට අවධානය යොමු කරන්න. සීරීමෙන් පසු, ඇලවීමේ මතුපිට 85% ට වඩා වැඩි බව සහතික කර සිග්සැග් ලිහිසි තෙල් ටැංකියක් විවෘත කරන්න.
2.2 මුල් පීඩන තහඩුව ඇතුළත ලෝහ නැවතුමකි. ටින් ලෝකඩ තහඩුවක් හෝ ductile යකඩ තෝරා ගැනීම සඳහා, බන්ධන පෘෂ්ඨය ඇඹරුම් යන්තයක් මගින් සකසනු ලැබේ, සම්බන්ධක බෝල්ට් බන්ධන මතුපිටට වඩා අඩු වන අතර සිග්සැග් ලිහිසි තෙල් වලක් විවෘත වේ.
දෝෂය 3. පසුපස මාපකයේ විශාලත්වය අන්ත දෙකෙහිම නොගැලපේ
අන්ත දෙකෙහිම දෝෂය මිලිමීටර් 2ක් ඇතුළත කුඩා වේ. X1/X2 යාන්ත්රික සම්ප්රේෂණ ව්යුහයේ දෝෂ නොමැති බව තහවුරු කිරීමට පරීක්ෂා කරන්න. ඇඟිල්ල සකස් කිරීමෙන් දෝෂය ඉවත් කළ හැකිය. යාන්ත්රික සම්ප්රේෂණ ව්යුහයේ දෝෂයක් නොමැති නම් (බයාරිං, බෝල ඉස්කුරුප්පු, රේඛීය රේල් පීලි, සම්ප්රේෂණ රෝද, සම්ප්රේෂණ පටි ආදිය) දෝෂය ඉවත් කරන්න. සමාන්තරකරණයේ ඉවසීම තුළට නැවත සකස් කර සමමුහුර්ත සම්ප්රේෂණ උපාංගය නැවත ස්ථාපනය කරන්න.
දෝෂය 4. දෙපැත්තේ පසුපස ගියර් පතුවළ චලනය නොවීම
පසුගාමී පතුවළ සම්ප්රේෂණය අසාර්ථක වීමට හේතුව සම්ප්රේෂණ පතුවළ කාල පටි රෝදයෙන් වෙන් වී තිබීම, යතුරු තීරුවෙන් හෝ කාල පටිය ලිස්සා යාම විය හැකිය. නැවතුම් පතුවළ ධාවකය සහ සර්වෝ මෝටරය දෝෂ සහිත වන අතර ඉහළ පරිගණක පාලන පද්ධතිය දෝෂ සහිතය. එවැනි අසාර්ථකත්වයන් අසාර්ථක වීමට හේතුව පරීක්ෂා කිරීම සහ තහවුරු කිරීම, අසාර්ථක වූ සංරචක අලුත්වැඩියා කිරීම හෝ ප්රතිස්ථාපනය කිරීම සහ අසාර්ථකත්වය ඉවත් කිරීම අවශ්ය වේ.

දෝෂය 5. තෙල් පොම්පයේ අධික ශබ්දය (ඉතා වේගවත් උනුසුම් වීම), තෙල් පොම්පයට හානි වීම
5-1. තෙල් පොම්ප චූෂණ රේඛාව කාන්දු වීම හෝ තෙල් ටැංකියේ දියර මට්ටම ඉතා අඩු බැවින් තෙල් පොම්පය හිස් වේ.
5-2. තෙල් උෂ්ණත්වය ඉතා අඩු වන අතර තෙල් දුස්ස්රාවීතාවය ඉතා ඉහළ බැවින් තෙල් අවශෝෂණ ප්රතිරෝධය ඉහළ යයි.
5-3. චූෂණ පෝට් ඔයිල් ෆිල්ටරය අවහිර වී ඇති අතර තෙල් අපිරිසිදු වේ.
5-4. කිසියම් තට්ටු කිරීමකින් පොම්පය හානි වී ඇත (පොම්පය ස්ථාපනය කරන විට තුවාල වී ඇත).
5-5. අධික අක්ෂීය තද කිරීම, මෝටර් පතුවළ සහ තෙල් පොම්ප පතුවළ වැනි සම්බන්ධක ස්ථාපන ගැටළු කේන්ද්රීය නොවේ.
5-6. පොම්පය ස්ථාපනය කිරීමෙන් පසුව, එය දිගු වේලාවක් ආපසු හැරවීම හෝ පරීක්ෂණ යන්ත්රය තුළ ඉන්ධන පිරවීම සිදු නොවේ.
5-7. පිටවන අධි පීඩන තෙල් පෙරහන අවහිර වී හෝ ප්රවාහ අනුපාතය ප්රමිතියට නැත.
5-8. තෙල් පොම්පය උරා බොයි (තෙල් ඇත, නමුත් තෙල් පොම්ප චූෂණ වරායේ වාතය ඇත).
5-9. එය ජලනල පොම්පයක් නම්, ඔයිල් රිටර්න් පෝට් රේඛාවේ උස ඉතා අඩුවෙන් සැකසිය හැක.
5-10. එය HOEBIGER තෙල් පොම්පයක් නම්, එය වාතයෙන් ඉවත් විය හැකිය.
5-11. තෙල් උෂ්ණත්වය ඉතා අධික වන අතර, දුස්ස්රාවීතාවය අඩු වීමට හේතු වේ (60 ° C ඇතුළත).
5-12. හයිඩ්රොලික් තෙල් වල ජලය අඩංගු වන අතර එමඟින් අධි පීඩන පෙරහන් මූලද්රව්යයට අවහිර වීම හා හානි සිදු විය හැක.

දෝෂය 6. ස්ලයිඩරයේ චලනය මන්දගාමී නොවේ
6-1. විද්යුත් චුම්භක සමානුපාතික දිශානුගත වෑල්වයට විද්යුත් සංඥාවක් තිබේද නැතහොත් ස්පූල්ට කිසියම් ක්රියාවක් තිබේද නැතහොත් සිරවී තිබේද යන්න.
6-2. පද්ධතියට පීඩනය ඇති කළ නොහැක.
6-3. පිරවුම් කපාටය සිරවී ඇත, නැතහොත් පිරවුම් කපාට මුද්රා මුද්ද කාන්දු වේ.
6-4. මන්දගාමී කපාටයේ විදුලි සංඥාවක් තිබේද නැතහොත් සිරවී තිබේද යන්න.
6-5. පිටුපස පීඩනය ඉතා ඉහළ හෝ මන්දගාමී පීඩනය ඉතා අඩු වේ.

දෝෂය 7. ස්ලයිඩරය සෙමින් චලනය වන විට, එය කම්පනය, පැද්දෙන සහ ශබ්දය ඇති කරයි
7-1. සිලින්ඩරයෙන් පිටවන පීඩන තෙල් වායු බුබුලු අඩංගු වේ.
7-2. ලිහිසි තෙල් තිබුණත් ස්ලයිඩ රේල් එකේ ඝර්ෂණ බලය ඉතා විශාලයි.
7-3. මාර්ගෝපදේශ තහඩුවේ සවි කරන මතුපිට අතර පරතරය විශාල වේ, නැතහොත් ඉහළ සහ පහළ අසමාන වේ.
7-4. රාක්කයේ සහ වැඩ බංකුවේ මට්ටම නිසි ලෙස සකස් කර නොමැත.
7-5. ශේෂ කපාටය අවහිර වී ඇත.
7-6. ඉක්මන් මුදා හැරීමේ කපාටය ශක්තිජනක වී විවෘත කර ඇත්දැයි පරීක්ෂා කරන්න.
7-7. සංඛ්යාත්මක පාලන පද්ධති පරාමිතිය (ලාභ) හෝ වැඩ පෝෂක වේග සැකසුම ඉතා විශාලය.
7-8. පසුපස පීඩන කපාටය ලිහිල් වන අතර දෙපස ප්රතිරෝධය වෙනස් වේ.
7-9. සොලෙනොයිඩ් සමානුපාතික කපාට දඟරය පක්ෂග්රාහීද යන්න සහ සමානුපාතික කපාටයේ උදාසීන පිහිටුම් සංඥාව නිවැරදිද යන්න.
7-10. සමානුපාතික සර්වෝ වෑල්වයේ සංඥාව කැළඹී තිබේද, පරීක්ෂා කිරීමේ ක්රමය ඉහත ආකාරයටම වේ.
7-11. පිස්ටන් සැරයටිය තෙල් සිලින්ඩර මුද්රා තැබීමේ වළල්ලෙන් තදින් අගුළු දමා ඇති අතර ප්රතිරෝධය විශාල වේ (PTFE දෘඪ මුද්රා මුද්රා පරීක්ෂණය වෙනස් කරන්න).
7-12. දැලක පාලකය මත ගෝලාකාර රෙදි සෝදන යන්ත්රය ස්ථාපනය කර නැත, ස්ලයිඩින් ආසනය සුමටව ගමන් නොකරයි, සහ ග්රේටිං පාලක සන්නිවේදන මාර්ගයේ ගැටළුවක් පවතී.
7-13. පීඩන වක්රය වැරදියි, වැඩ අතරතුර පීඩනය ප්රමාණවත් නොවේ.
7-14. පිරවුම් කපාටයේ පීඩන මුද්රා O-ring කුඩා කාන්දුවක් නිපදවයි.

දෝෂය 8. මන්දගාමී වන විට විශාල සමමුහුර්ත අපගමනය
8-1. සමමුහුර්ත හඳුනාගැනීමේ පද්ධතියේ අසාර්ථකත්වය (ග්රේටින් පරිමාණය).
8-2. සමානුපාතික දිශානුගත කපාටය.
8-3. ඉක්මන් පහළ කපාට කාන්දු වීම.
8-4. දෙපස පිටුපස පීඩනයෙහි විශාල පරතරය.
8-5. තෙල් උෂ්ණත්වය ඉතා අඩුයි.
8-6. සිලින්ඩරයේ ඉහළ සහ පහළ කුටිවල තෙල් නූල්.
8-7. CNC පද්ධති පරාමිතීන්.


දෝෂය 9. නැමීමේ කෝණය දෝෂය
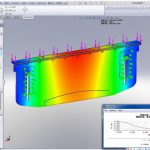
9-1. වන්දි සිලින්ඩරයේ වන්දි අපගමනය විශාලද සහ ශුන්ය ස්ථානය සම්පූර්ණයෙන්ම ප්රතිසාධනය කළ නොහැකිද යන්න පරීක්ෂා කරන්න.
9-2. ඉක්මන් කලම්පය ලිහිල් දැයි පරීක්ෂා කරන්න.
9-3. එක් එක් නැමීමේ පහළ මළ ලක්ෂ්යයේ යම් වෙනසක් තිබේදැයි පරීක්ෂා කරන්න.
9-4. දුන්න හැඩැති තහඩුව නිසියාකාරව ස්ථාපනය කර ඇත්ද සහ ඉස්කුරුප්පු කුහරය මිය ගොස් ඇත්දැයි පරීක්ෂා කරන්න.
9-5. පත්රයේම වෙනස්කම් (ඝනකම, ද්රව්ය, ආතතිය).
9-6. දැලක පාලකය ලිහිල්ද?
9-7. වැරදි ස්ථානගත කිරීමේ නිරවද්යතාවය: සමානුපාතික කපාටයේ ශුන්ය ඕෆ්සෙට් අගය සුදුසුද? ස්ථානගත කිරීම පහළ මළ මධ්යයට ළඟා විය නොහැකි අතර, එය ආපසු යාමට නොහැකි වේ.

දෝෂය 10. හයිඩ්රොලික් රේඛාවල තෙල් කාන්දු වීම හෝ නල පිපිරීම
10-1. තෙල් නල ස්ථාපනය අවශ්යතා සපුරාලන්නේ දැයි පරීක්ෂා කරන්න (දිගු දිග, පයිප්ප විෂ්කම්භය, බිත්ති ඝණත්වය, ෆෙරූල්, ගෙඩිය ඉතා තද, ඉතා ලිහිල්, නැමීමේ අරය, ආදිය).
10-2. නලයට බලපෑමක් හෝ කම්පනයක් තිබේද යන්න.
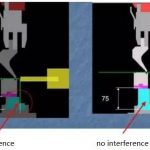
10-3. නල මාර්ගය වෙනත් ඒවාට බාධා කරන්නේද නැතහොත් ගැටෙන්නේද යන්න පරීක්ෂා කරන්න.
10-4. නල මාර්ගය නල කලම්ප මගින් සවි කර නැත.
දෝෂය 11. හයිඩ්රොලික් පද්ධති ස්ථාපනය සහ නඩත්තු කිරීමේදී පූර්වාරක්ෂාව
11-1. තීන්ත සමග මුද්රා කර ඇති කපාට තමන් විසින්ම විසුරුවා හැරිය යුතු නොවේ, සකස් කිරීම පමණක් නොවේ.
11-2. කපාට පිරිසිදු කිරීමෙන් පසු සාමාන්යයෙන් ක්රියා කරයි, එය නව තෙල් සමඟ ප්රතිස්ථාපනය කර වහාම තෙල් ටැංකිය පිරිසිදු කළ යුතුය.
11-3. තෙල් පොම්පය ස්ථාපනය කිරීමේදී කිසිදු ගැටීමකට හෝ බලපෑම්වලට ලක් නොවිය යුතු අතර, තෙල් පොම්පය පරීක්ෂා කිරීමට පෙර ඉන්ධන පිරවිය යුතුය.
11-4. එක් එක් කපාටය ස්ථාපනය කරන විට, එහි කපාට ශරීරය පමණක් ප්රවාහනය කළ හැකි අතර, විද්යුත් චුම්භක කපාටයක් ස්පර්ශ නොකළ යුතුය.
ආශ්රිත නිෂ්පාදන
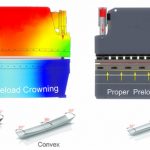
 මුද්රණ තිරිංග නැමීමේ යන්ත්රයකට වන්දි පද්ධතියක් එක් කරන්නේ ඇයි?
මුද්රණ තිරිංග නැමීමේ යන්ත්රයකට වන්දි පද්ධතියක් එක් කරන්නේ ඇයි?- ගිලෝටීන් ෂියරින් යන්ත්රය ක්රියාත්මක කරන්නේ කෙසේද?
- ලේසර් ප්රති-ශීතකරණය පිළිබඳ උපදෙස් 6ක්
- 100t හතරේ තීරු හයිඩ්රොලික් මුද්රණාලයේ පොදු දෝෂ සහ දෝශ නිරාකරණ ක්රම
- හයිඩ්රොලික් ප්රෙස් බ්රේක් වර්ග කීයක්
- CNC මුද්රණ තිරිංග නැමීමේ යන්ත්රයේ ක්රියාකාරී මූලධර්මය සහ සංයුතිය
- තීරු හතරක හයිඩ්රොලික් මුද්රණාලය සඳහා පොදු දෝෂ සහ දෝශ නිරාකරණ ක්රමය
- හයිඩ්රොලික් බල මුද්රණ යන්ත්රයේ ආරක්ෂිත මෙහෙයුම් රීති
- CNC තහඩු ලෝහ බෙන්ඩරය සඳහා අපගමනය වන්දි ලබා ගන්නේ කෙසේද
- Press Brake Dies සෑදී ඇත්තේ කුමක් ද? Press Brake Tooling යනු කුමක්ද?