ෂීරිං යන්ත්ර බොහෝ විට තහඩු ලෝහ සැකසුම් කර්මාන්තයේ භාවිතා වේ. පෙනෙන පරිදි සරල කපා හැරීමේ ක්රියාවෙහි ඇත්ත වශයෙන්ම බොහෝ උපක්රම අඩංගු වේ, තල පරතරයේ ගැලපුම් පියවරේ සිට විවිධ ද්රව්ය සඳහා ගැලපුම් ශිල්පීය ක්රම සහ තල තෝරා ගැනීම පවා. කැපීමේ ගුණාත්මක භාවයට අදාළව, පහත දැක්වෙන්නේ බොහෝ පැතිවලින් ෂීරිං බ්ලේඩ් හිඩැස් ගැලපුමේ අදාළ අන්තර්ගතය විස්තරාත්මකව හඳුන්වා දෙනු ඇත.
බ්ලේඩ් හිඩැස් ගැලපුම් අත් රෝදය: (හයිඩ්රොලික් ස්විං කදම්භ ෂීරිං යන්ත්රය)

බ්ලේඩ් දාර නිෂ්කාශනයෙහි විද්යුත් ගැලපීම (හයිඩ්රොලික් ගිලෝටීන් ෂීරිං යන්ත්රය)

විවිධ කතුරුවල බ්ලේඩ් නිෂ්කාශනය
ස්විං කදම්භ ෂීරිං යන්ත්රය වේගවත් තල පරතරය ගැලපුම් යාන්ත්රණයකින් සමන්විත වන අතර එමඟින් විවිධ තහඩු ඝණකම සහ ද්රව්ය අනුව කැපීම සඳහා හොඳ තල පරතරය සකස් කළ හැකි අතර විමර්ශන තේරීම සඳහා නිවැරදි පරාමිති වගුවකින් සමන්විත වන අතර සතුටුදායක කැපීම ලබා ගනී. සාධාරණ තල පරතරය හරහා ගුණාත්මකභාවය. මෙවලම් කණුව භ්රමණය වන විට, පැද්දීමේ කදම්භ කතුරේ කැපුම් කෝණය සහ කැපුම් පරතරය වෙනස් වේ.
තුන්-ලක්ෂ්ය රෝලර් මාර්ගෝපදේශය අනුගමනය කරන්න, පැපිලියෝනස් වසන්තය මගින් ඉදිරිපස රෝලරයට බලය හරහා, කැපුම් කදම්භය පිටුපස රෝලර් දෙක සමඟ තදින් ස්පර්ශ වේ. කපන විට, වඩා හොඳ කැපුම් ගුණාත්මක භාවයක් ලබා ගැනීම සඳහා පද්ධතිය විවිධ පත්රවල අවශ්යතා අනුව පිහිය දාර පරතරය විද්යුත් ලෙස සකස් කරයි.

තල පරතරය ගැලපුමේ වෙනස
swing beam shearing Machine සතුව බ්ලේඩ් පරතරය අතින් සකස් කිරීමේ කාර්යය ඇත, හසුරුව හරවන්න. ගිලෝටීන් කතුරුවලට බ්ලේඩ් පරතරය විද්යුත් ලෙස සකස් කිරීමේ කාර්යය ඇත, එය පද්ධතිය හරහා වඩාත් පහසු සහ නිවැරදිව සකස් කළ හැකි අතර එය වඩා හොඳ කැපුම් ගුණාත්මක භාවයක් ලබා ගැනීමට ප්රයෝජනවත් වේ.

| තල පරතරය ගැලපුම් පියවර |
| 1. පහළ තලය ඉවත් කර එය කැබැල්ලෙන් කොටස පිරිසිදු කරන්න |
| 2. තලය හතර පැත්තෙන්ම භාවිතා කළ හැකි අතර, තෝරාගත් එක් පැත්තක් තදින් ස්ථාපනය කර ඇත. සහ තිරස් සහ සිරස් දිශාවන්හි තලයෙහි සෘජු බව පරීක්ෂා කරන්න. |
| 3. ඉහළ තලය සවි කර ඇති අතර එය සකස් කළ නොහැක. පහළ තලය සකස් කිරීමෙන් අපි ෂියර් බ්ලේඩ් පරතරය සකස් කරමු. |
| 4. නිෂ්කාශනය වැඩි කිරීම සඳහා පහළ තලයෙහි වම් සහ දකුණු ඉස්කුරුප්පු සොයා, සාමාන්යයෙන් පිටත පැත්තේ. |
| 5. පරතරය පටු කිරීම සඳහා පහළ තලය තල්ලු කරන පහළ තලයෙහි වම් සහ දකුණු පස ඇති ඉස්කුරුප්පු දෙක සොයා ගන්න. ඒවා මත අගුලු දැමූ බැකප් ගෙඩි ඇත. සාමාන්යයෙන්, අභ්යන්තරයේ. |
| 6. පහළ බ්ලේඩ් මේසයේ වම් සහ දකුණු බෝල්ට් හතරක් ලිහිල් කරන්න |
| 7. අතින් හැරවීම මගින් ඉහළ තලය නිසි ස්ථානයට පහත් කරනු ලබන අතර, ගැලපීම ආරම්භ කිරීම සඳහා ක්රියාකරු කැපුම් යන්ත්රයේ හිස් ප්රදේශයට යයි. |
| 8. වම් අතේ ඉහළ සහ පහළ තලවල ඉතිරි නොකළ කොටසේ සිට මිලිමීටර 0.5 දක්වා දළ වශයෙන් සකස් කිරීමට ෆීලර් මානය භාවිතා කරන්න. |
| 9. අතින් හැරවීම තලය මැද ස්ථානය දක්වා ඉහළට ගෙනයාම සහ දළ වශයෙන් 0.5 මි.මී. |
| 10. අතින් හැරවීම මගින් තලය ඉහළ සහ පහළ පිහි විසන්ධි නොකළ නිවැරදි ස්ථානයට ඉහළට ගමන් කරයි. මැද පිහිටීම දළ වශයෙන් 0.5 mm දක්වා සකස් කර ඇත. |
| 11. ඉහළ තලය නිසි ස්ථානයට අතින් හරවා හොඳින් ගැලපීම ආරම්භ කරන්න. |
| 12. ෆීලර් ගේජ් එකේ වයර් තුන වයර් පහට ඇතුළු වන තුරු වම් අතේ ඉහළ සහ පහළ තල සපා නොකන ඉරියව්ව සියුම්ව සකසා ගැනීමට ෆීලර් ගේජ් භාවිතා කරන්න. |
| 13. තලය අතින් ඉහළට මැදට හරවා ෆීලර් ගේජ් එකට වයර් තුනක් ඇතුළු කළ හැකි අතර වයර් පහකට ඇතුළු විය නොහැකි වන තෙක් හොඳින් ගැලපීම ආරම්භ කරන්න. |
| 14. දකුණු පැත්තේ ඉහළ සහ පහළ පිහි නොගැලපෙන ස්ථානයට තලය අතින් ඉහළට හරවා, ෆීලර් ගේජ් එකට වයර් තුනක් ඇතුළු කළ හැකි අතර වයර් පහකට ඇතුළු විය නොහැකි වන තෙක් හොඳින් ගැලපීම ආරම්භ කරන්න. |
| 15. කැපුම් යන්ත්රයේ කැපුම් දාරය තියුණු වන විට, කැපුම් පත්රයේ කෙළවරේ බර්සර් තිබේ නම්, ඉහළ සහ පහළ තල අතර පරතරය නිසි ලෙස අඩු කළ හැකිය. |
පොදු ගැටළු සහ පිහි ගැලපුම් කුසලතා
බහුලව දක්නට ලැබෙන ලෝහ තහඩු:
1. 13mm ට වැඩි ඝන තහඩු.
2. 0.2 ~ 4mm තුනී තහඩුව.
3. මල් පුවරුව.
4. අධි ආතති තහඩුව (සාමාන්යයෙන් මෝටර් රථ තහඩු ලෝහවල භාවිතා වේ).
5. ටයිටේනියම් තහඩුව
වඩාත් සුලභ බ්ලේඩ් ගැටළුව වන්නේ චිප් හෝ මෙවලම් දත් වේ. මෙම ගැටළු වලට ප්රතිචාර වශයෙන්, අපි මුලින්ම ඉහළ සහ පහළ තල අතර පරතරය තීරණය කළ යුතුය.
තලවල ගැලපුම් කුසලතා
තලය සකස් කිරීමේදී, තහඩුවේ ඝණකමට වඩා 2 ~ 3mm පමණ ඝනකමකින් පරතරය සකස් කළ යුතුය. එනම් 5mm ඝන තහඩුවක් කැපීමට අවශ්ය වූ විට 7mm හෝ 8mm සිට සකස් කිරීම අරඹා එය සෙමෙන් පහතට සකස් කර කපා ඉවත් කරන විට තහඩුවේ කැපුම් මතුපිට 1/3 දීප්තිමත් මතුපිටක් සහ 2/ 3 මැට් මතුපිට, හොඳම කැපුම් බලපෑම ලබා ගනී. විස්තර පහත පරිදි වේ:


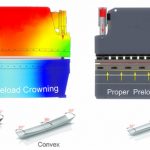
රටා පුවරුව කැපීමේදී ඇති පරතරය සැකසුම උපක්රමශීලී වන අතර, පුවරු ඝණකම සෘජුව භාවිතා කිරීම වෙනුවට රටා පුවරුවේ වඩාත්ම උත්තල ලක්ෂ්යයෙන් ගණනය කරන ලද ඝනකම ඝනකමෙන් එය සකස් කළ යුතුය. එසේම, මෝස්තරයේ උත්තල පැත්ත මුහුණට පහළට කැපීමෙන් මෙවලමෙහි ආයු කාලය දීර්ඝ කළ හැකිය.
මීට අමතරව, විශේෂයෙන් මල නොබැඳෙන වානේ කපන විට තහඩුවේ ද්රව්ය සැලකිල්ලට ගත යුතුය. කැපුම් මෙවලම තියුණු, ඇඳීමට ඔරොත්තු දෙන සහ දැඩි විය යුතුය. එබැවින්, හයිඩ්රොලික් ෂියරින් යන්ත්රයේ තලය සාකච්ඡා කළ යුතුය. පිහියේ කෙළවරේ කෝණය සහ අනෙකුත් පෙනුම සැලසුම් කිරීම සහ නිෂ්පාදන නිරවද්යතාවට අමතරව, තෝරාගත් ද්රව්යය මෙවලමෙහි ගුණාත්මක භාවයට බලපාන ප්රධාන සාධකයකි.
ආශ්රිත නිෂ්පාදන
 ගිලෝටීන් ෂියරින් යන්ත්රය සහ ස්විං කදම්බ ෂෙයාර් යන්ත්රය අතර වෙනස
ගිලෝටීන් ෂියරින් යන්ත්රය සහ ස්විං කදම්බ ෂෙයාර් යන්ත්රය අතර වෙනස- CNC ෂීට් ලෝහ තිරිංග ක්රියාත්මක කිරීම සහ නඩත්තු කිරීම
- ගිලෝටීන් ෂියරින් යන්ත්රය ක්රියාත්මක කරන්නේ කෙසේද?
- ඒකාබද්ධ පන්ච් සහ ෂියරින් යන්ත්රය හඳුන්වාදීම
- QC12 ගිලෝටීන් ෂියර් හයිඩ්රොලික් ලෝහ තහඩු කැපුම් යන්ත්රය
- හයිඩ්රොලික් ෂියරින් යන්ත්රයේ පොදු දෝෂ අළුත්වැඩියා කිරීම සහ තෙල් පරිපථ පද්ධතිය නඩත්තු කිරීම
- තීරු හතරක හයිඩ්රොලික් මුද්රණාලය සඳහා පොදු දෝෂ සහ දෝශ නිරාකරණ ක්රමය
- හයිඩ්රොලික් ගිලෝටීන් ලෝහ තහඩු තහඩු මල නොබැඳෙන වානේ කැපුම් යන්ත්රය
- CNC තහඩු ලෝහ බෙන්ඩරය සඳහා අපගමනය වන්දි ලබා ගන්නේ කෙසේද
- QC11Y හයිඩ්රොලික් ගිලෝටීන් ෂියරින් යන්ත්රය